In the demanding sectors of wind energy, aerospace, and heavy industrial manufacturing, the structural integrity of circular components—such as gear blanks, bearing races, and pressure vessel flanges—is non-negotiable. When engineers and procurement managers evaluate the fabrication methods for these critical parts, the choice typically narrows down to three processes: Seamless Rolled Ring Forging, Centrifugal Casting, and Rolled & Welded Plate.
From a metallurgical and lifecycle perspective, the conclusion is definitive: Seamless rolled ring forging provides superior mechanical properties, fatigue resistance, and structural reliability compared to casting or welding. For components subjected to high-pressure environments or extreme cyclic loading (e.g., wind turbine yaw rings or subsea flanges), seamless forging is the industry standard for risk mitigation and performance optimization.
This guide provides a technical deep dive into why seamless rolled rings are the preferred choice for heavy industry and how they compare against traditional alternatives.
1. The Mechanics: How Seamless Rolled Rings are Made
To understand the superiority of a forged ring, one must first understand the physics of its creation. Unlike casting (which relies on liquid-to-solid phase transition) or welding (which introduces a localized heat-affected zone), seamless ring rolling is a process of controlled plastic deformation.
The Ring Rolling Process
At Yansen Forging, the production of a seamless ring involves several critical stages designed to manipulate the metal’s internal structure:
- Upsetting: The process begins with a high-quality cylindrical ingot or billet, heated to its recrystallization temperature. The billet is “upset” (compressed) between flat dies to reduce its height and increase its diameter, which begins the process of breaking down the cast dendritic structure of the raw material.
- Punching: A hole is pierced through the center of the upset pancake. This creates the “donut” or “preform” required for the rolling mill.
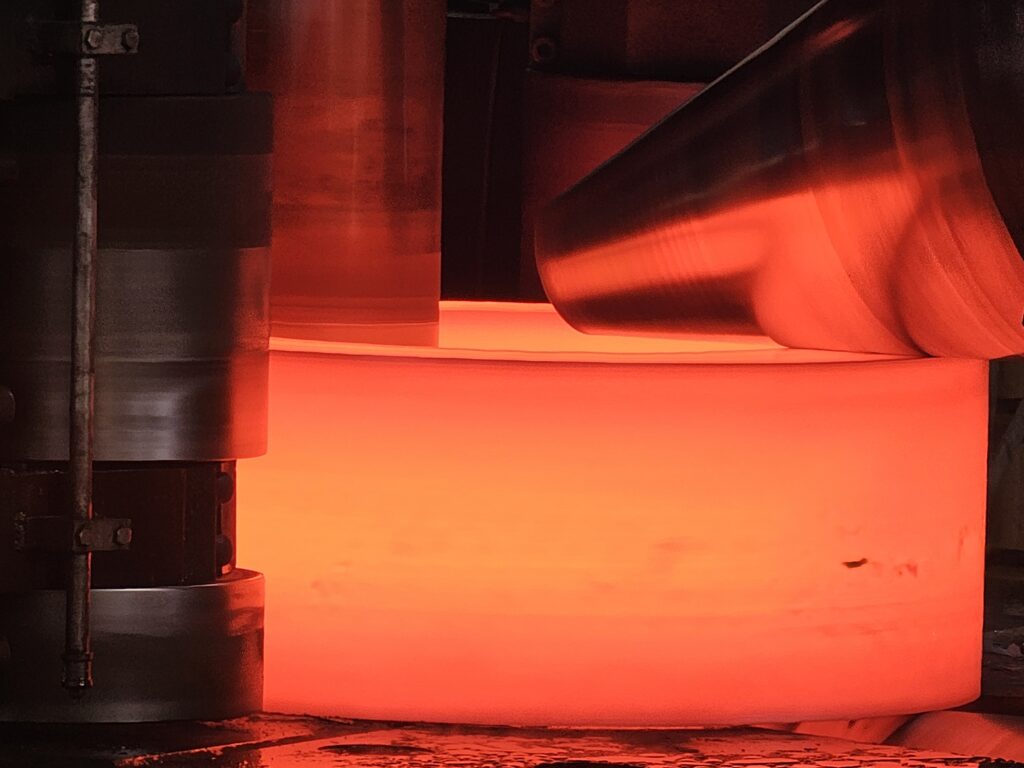
- Ring Rolling: The preform is placed over a mandrel (inner roll) and between a main drive roll (outer roll). As the rolls rotate, pressure is applied to the wall thickness, reducing it while simultaneously increasing the diameter. Axial rolls control the height of the ring.
This continuous radial and axial pressure ensures that the metal is worked thoroughly. For large-scale applications, such as wind turbine tower flanges, modern CNC ring rolling machines can produce seamless rings exceeding 8,000mm (8 meters) in diameter with high dimensional precision.
2. Head-to-Head Technical Comparison
Seamless Rolled Ring Forging vs. Casting
Casting, particularly centrifugal casting, is often viewed as a cost-effective alternative for producing rings. However, the metallurgical trade-offs are significant.
- Internal Integrity and Porosity: During the cooling of a casting, gas can become trapped, and shrinkage can occur as the metal solidifies. This leads to internal porosity and voids. Forging, by contrast, uses massive mechanical pressure to “heal” any microscopic voids and consolidate the center of the ingot, ensuring a 100% dense structure.
- Grain Flow Orientation: This is the most critical advantage of forging. In a casting, the grain structure is random and dendritic. In a seamless rolled ring, the process creates a circumferential grain flow. The metal’s “fibers” are aligned tangentially along the circumference of the ring.
- Mechanical Strength: Because the grain flow follows the contour of the part, the ring exhibits significantly higher tensile strength and impact toughness in the directions where it is most needed during operation (e.g., the tangential stress on a gear tooth).
Seamless Rolled Ring Forging vs. Welding
The “Rolled and Welded” method involves bending a flat plate into a circle and welding the ends together. While this is common for low-pressure ducting, it is often unsuitable for high-performance heavy machinery.
- The “Weak Link” Phenomenon: A weld is inherently a metallurgical discontinuity. Even with high-quality filler metal, the Heat-Affected Zone (HAZ) adjacent to the weld undergoes a secondary thermal cycle that often results in grain coarsening and reduced toughness.
- Stress Concentration: In high-vibration environments like wind turbine gearboxes, the weld seam acts as a primary stress riser. Fatigue cracks almost always originate at the weld or the HAZ. A seamless ring, by definition, eliminates this failure point entirely.
- Anisotropy vs. Isotropy: Plate steel has a longitudinal grain flow from the rolling mill. When bent into a ring, the grain flow is no longer aligned with the circular stresses. A forged ring provides uniform properties throughout the entire 360 degrees of the component.

3. Material Excellence: From Wind Power to Petrochemicals
The seamless ring rolling process is compatible with a wide range of high-performance alloys. The choice of material, combined with the forging process, determines the component’s final performance envelope.
Wind Energy Gear Blanks (42CrMo4 / 18CrNiMo7-6)
For wind turbine gearboxes, the industry demands materials that can withstand high torque and cyclic fatigue.
- 42CrMo4 (AISI 4140): A chromium-molybdenum alloy steel known for its excellent hardenability and toughness. When forged into a seamless ring, it provides the ideal substrate for induction-hardened gear teeth.
- 18CrNiMo7-6: A case-hardening steel used for high-load gears. The forging process ensures that the core of the gear remains ductile and impact-resistant while the surface can be carburized to extreme hardness.
Pressure Vessel & Offshore Flanges (Stainless Steel / Titanium)
In corrosive or cryogenic environments, the material integrity of the flange is the last line of defense against catastrophic leaks.
- Stainless Steel (304L, 316L, F51 Duplex): Forging refines the carbide distribution in stainless steels, enhancing corrosion resistance compared to cast versions.
- TC4 (Ti-6Al-4V) Titanium Alloy: Used in aerospace and deep-sea exploration, titanium rings benefit from the grain refinement of forging, which maximizes the strength-to-weight ratio.
4. Quality Control: The NDT Imperative
In heavy industry, “trust but verify” is the governing principle. Because seamless rolled rings are used in mission-critical applications, they are subjected to rigorous Non-Destructive Testing (NDT).
Ultrasonic Testing (UT)
Per ASTM A388, UT is the primary method for ensuring internal soundness. A transducer sends high-frequency sound waves through the ring. Any internal discontinuity (such as a non-metallic inclusion or a crack) will reflect the sound wave, allowing the technician to identify and reject defective parts. Forged rings typically achieve much “cleaner” UT results than castings due to the lack of porosity.
Magnetic Particle Testing (MT)
For ferromagnetic materials, MT is used to detect surface and near-surface defects. This is crucial for gear blanks where even a microscopic surface crack could propagate under load.
Mechanical Property Verification
Every production heat at Yansen Forging is accompanied by a set of test coupons. These coupons undergo:
- Tensile Testing: To verify Yield and Ultimate Tensile Strength.
- Charpy V-Notch Impact Testing: To ensure the material remains tough at low temperatures (critical for offshore wind in the North Sea or Arctic environments).
- Hardness Testing: To verify the success of the heat treatment process (Quenching & Tempering).

5. Conclusion & Summary Table
The decision between forging, casting, and welding should be based on the “Total Cost of Ownership.” While casting or welding may offer lower initial procurement costs, the risks of premature failure, increased maintenance, and catastrophic downtime often far outweigh the savings.
| Feature | Seamless Rolled Ring Forging | Centrifugal Casting | Rolled & Welded Plate |
| Structural Strength | Highest (Optimized Grain Flow) | Moderate | Variable (Weak at Weld) |
| Internal Defects | Extremely Low (Consolidated) | High Risk (Porosity/Shrinkage) | Low (in Plate) / High (in Weld) |
| Fatigue Resistance | Exceptional | Poor to Moderate | Low (Stress Risers at Weld) |
| Material Yield | High (Near-Net Shape) | High | Moderate |
| Best Applications | Wind Gear Blanks, Aerospace, Pressure Vessels | Non-critical Sleeves, Bushings | Low-pressure Tanks, Ducting |
Partner with Yansen Forging
At Yansen Forging, we specialize in the engineering and production of high-performance seamless rolled rings. With over two decades of expertise, we provide North American and global clients with components that meet the most stringent ASTM, ASME, and EN standards. Whether you require a 500mm gear blank or a 8,000mm wind turbine flange, our process ensures metallurgical perfection.
6. Frequently Asked Questions (FAQ)
What is the maximum size for a seamless rolled ring?
Modern industrial capabilities, like those at Yansen Forging, allow for the production of seamless rings up to 8,000mm in outer diameter, with face heights up to 1,500mm. The size is generally limited only by the capacity of the ring rolling mill and the starting ingot weight.
Is the ring rolling process more material-efficient than open-die forging?
Yes. Because the ring rolling machine shapes the ring to a “near-net” profile, there is significantly less material waste compared to open-die forging (where a large amount of material must be machined away) or cutting a ring from a solid plate. This results in lower material costs and reduced machining time.
How does forging improve the “toughness” of the steel?
Forging breaks down the coarse, brittle grain structures found in cast ingots. Through plastic deformation and subsequent heat treatment, the grains are refined and realigned. This refined structure is much more effective at arresting crack propagation, which is the definition of fracture toughness.
Manufacturing Engineering of Forged Stepped Shafts: Optimizing Grain Flow for Heavy-Duty Transmission
In the design of high-torque transmission systems—ranging from industrial gear reducers(For complete gearbox assemblies, we…
Advanced Gear Blank Manufacturing: Why Seamless Forging Outperforms Casting for Heavy-Duty Power Transmission
In the demanding sectors of offshore wind energy, deep-pit mining, and maritime propulsion, the gear…
Seamless Rolled Ring Forging vs. Casting & Welding: The Ultimate Guide for Heavy Industry
In the demanding sectors of wind energy, aerospace, and heavy industrial manufacturing, the structural integrity…
Open Die Forging vs. Closed Die Forging for Large-Scale Forged Shafts: A Technical Comparison for Engineers
In the realm of heavy machinery, the structural integrity of a power-transmitting component is non-negotiable….
Forged Gear Rings: The Seamless Solution for High-Performance Gear Blanks
For procurement managers and engineers in the heavy machinery sector, the reliability of a gear…
High-Performance Forged Gear Blanks for Global Gearbox Manufacturers: The Ultimate Sourcing Guide
In the world of heavy-duty machinery, the heart of every power transmission system is the…