For procurement managers and engineers in the heavy machinery sector, the reliability of a gear system begins long before the first tooth is cut. It starts with the blank. In high-torque applications like wind turbines, mining crushers, and marine propulsion, forged gear rings are the industry standard for ensuring structural integrity.
Unlike rings flame-cut from steel plates or produced via casting, seamless rolled ring forging provides a superior metallurgical structure. By combining the brute force of open die forging with the precision of ring rolling, we produce gear blanks that offer maximum load-carrying capacity and extended service life.
Why Forged Gear Rings Outperform Castings and Plate-Cut Rings
When sourcing gear blanks, the manufacturing method determines the “fatigue limit” of the final product. Forged gear rings offer three undeniable advantages:
- Continuous Grain Flow: The ring rolling process aligns the metal’s grain structure tangentially along the circumference. This means the grain flow follows the direction of the gear teeth’s stress, drastically reducing the risk of tooth shear.
- Internal Soundness: The initial open die forging stage (upsetting and piercing) crushes internal porosity and consolidates the center of the ingot, ensuring a 100% dense structure.
- Near-Net-Shape Efficiency: We forge rings close to your final dimensions. This reduces material waste and significantly lowers your CNC machining hours, providing a better ROI for large-scale projects.
- The Manufacturing Process: Synergy of Open Die and Ring Rolling
Our production mode for large-diameter forged gear rings (up to 8000mm) follows a rigorous technical route:
1. Open Die Pre-Forming (The Foundation)
Every premium gear ring starts on an open die hydraulic press. We take a heated high-alloy ingot and perform:
- Upsetting: To break down the cast structure and increase the forging ratio.
- Piercing: To create the center hole. This “donut” pre-form is the critical starting point that ensures the final ring has no internal weak spots.
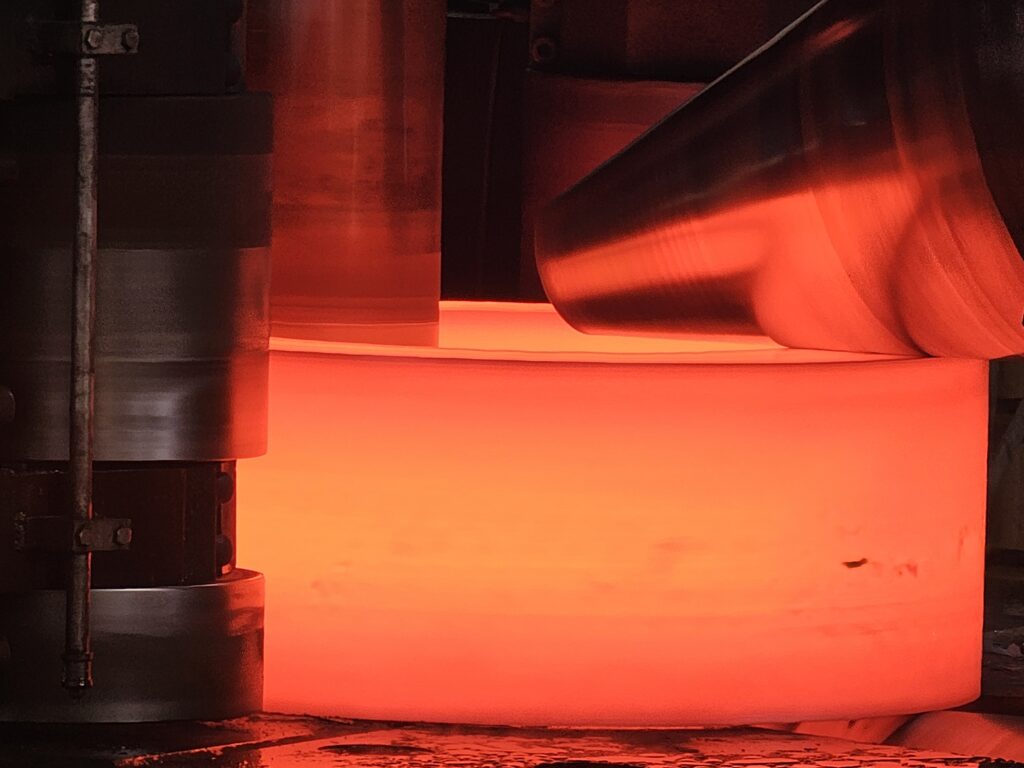
2. Seamless Ring Rolling (The Finishing)
The pre-form is transferred to the ring mill. Under massive pressure from radial and axial rolls, the diameter is expanded while the wall thickness is reduced. This cold or hot working (depending on specs) creates a seamless rolled ring with precise tolerances and a refined microstructure.

Strategic Materials for Heavy-Duty Gear Blanks
Selecting the right alloy is vital for the gear’s performance. We specialize in forging high-performance materials for the gear industry:
- 18CrNiMo7-6 (1.6587): The preferred grade for high-load carburized gears in wind power and heavy reducers.
- 42CrMo4 (AISI 4140): A versatile alloy providing excellent toughness and hardenability for industrial girth gears.
- 34CrNiMo6 (AISI 4340): Specified for the most demanding shock-load applications in mining and construction.
Forging Material Specifications
Quality Assurance for Gear Blank Procurement
We understand that a single defect in a gear blank can lead to massive losses during the tooth-cutting phase. That is why our forged gear rings undergo:
- 100% Ultrasonic Testing (UT): To guarantee zero internal cracks or inclusions.
- Magnetic Particle Inspection (MPI): To ensure surface integrity.
- Hardness Testing: To verify the success of the normalizing or quenching and tempering process.

Conclusion
When you source forged gear rings from a manufacturer that masters both open die and seamless rolled ring forging, you are investing in the safety and efficiency of your machinery. We provide custom gear blanks tailored to your drawings, ensuring that every component meets the highest AGMA and ISO standards.
Manufacturing Engineering of Forged Stepped Shafts: Optimizing Grain Flow for Heavy-Duty Transmission
In the design of high-torque transmission systems—ranging from industrial gear reducers(For complete gearbox assemblies, we…
Advanced Gear Blank Manufacturing: Why Seamless Forging Outperforms Casting for Heavy-Duty Power Transmission
In the demanding sectors of offshore wind energy, deep-pit mining, and maritime propulsion, the gear…
Seamless Rolled Ring Forging vs. Casting & Welding: The Ultimate Guide for Heavy Industry
In the demanding sectors of wind energy, aerospace, and heavy industrial manufacturing, the structural integrity…
Open Die Forging vs. Closed Die Forging for Large-Scale Forged Shafts: A Technical Comparison for Engineers
In the realm of heavy machinery, the structural integrity of a power-transmitting component is non-negotiable….
Forged Gear Rings: The Seamless Solution for High-Performance Gear Blanks
For procurement managers and engineers in the heavy machinery sector, the reliability of a gear…
High-Performance Forged Gear Blanks for Global Gearbox Manufacturers: The Ultimate Sourcing Guide
In the world of heavy-duty machinery, the heart of every power transmission system is the…